

Unlocking the Best Manufacturing Process for Your Powder Metal Part
Three of our technology and applications experts hand you the keys to navigate the powder metal manufacturing process matrix. Discover the attributes that help you match your metal part to the best manufacturing process, and download our Free Process Matrix Chart as a useful reference guide.
Design Principles to Engineer Competitive Powder Metal Parts
As new design challenges and new metalworking technologies emerge to accommodate metal parts fabrication, so too have the capabilities of compaction technology. Gain actionable insights from our engineers and metallurgist that will help you design to capture the full value of press and sinter commercial parts.
Industrializing Metal Binder Jetting: Driving Market Adoption
Recent advancements in additive manufacturing and the capability of Metal Binder Jetting have set up this cutting-edge technology for industrialization. Explore why parts producers are the key to educating the market on the technology’s value to drive market adoption of Metal Binder Jetting.
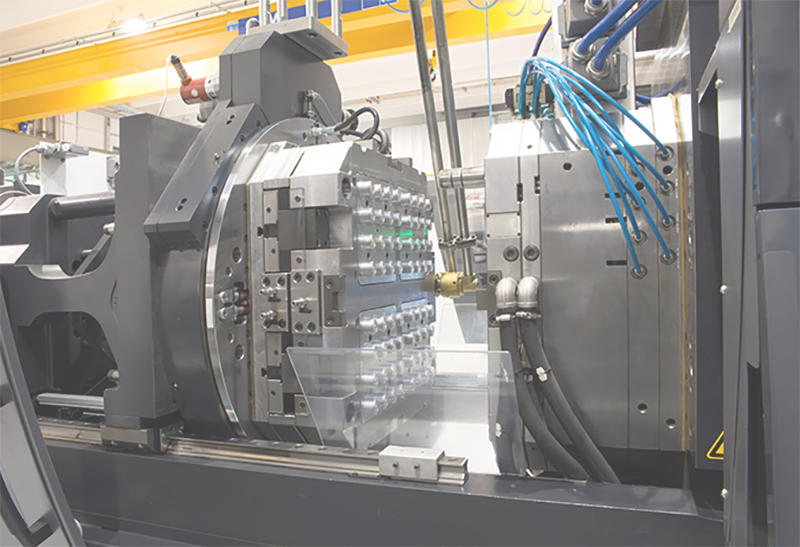
Using Advanced Powder Metal Injection Technology to Help Resolve Market Transitions
Strengthen your resilience to the changing demand for your product. Join DSB's top two Metal Injection Molding (MIM) experts & discover how our MIM technology can help you overcome both the technical & the commercial challenges when conventional manufacturing methods just can't compete.

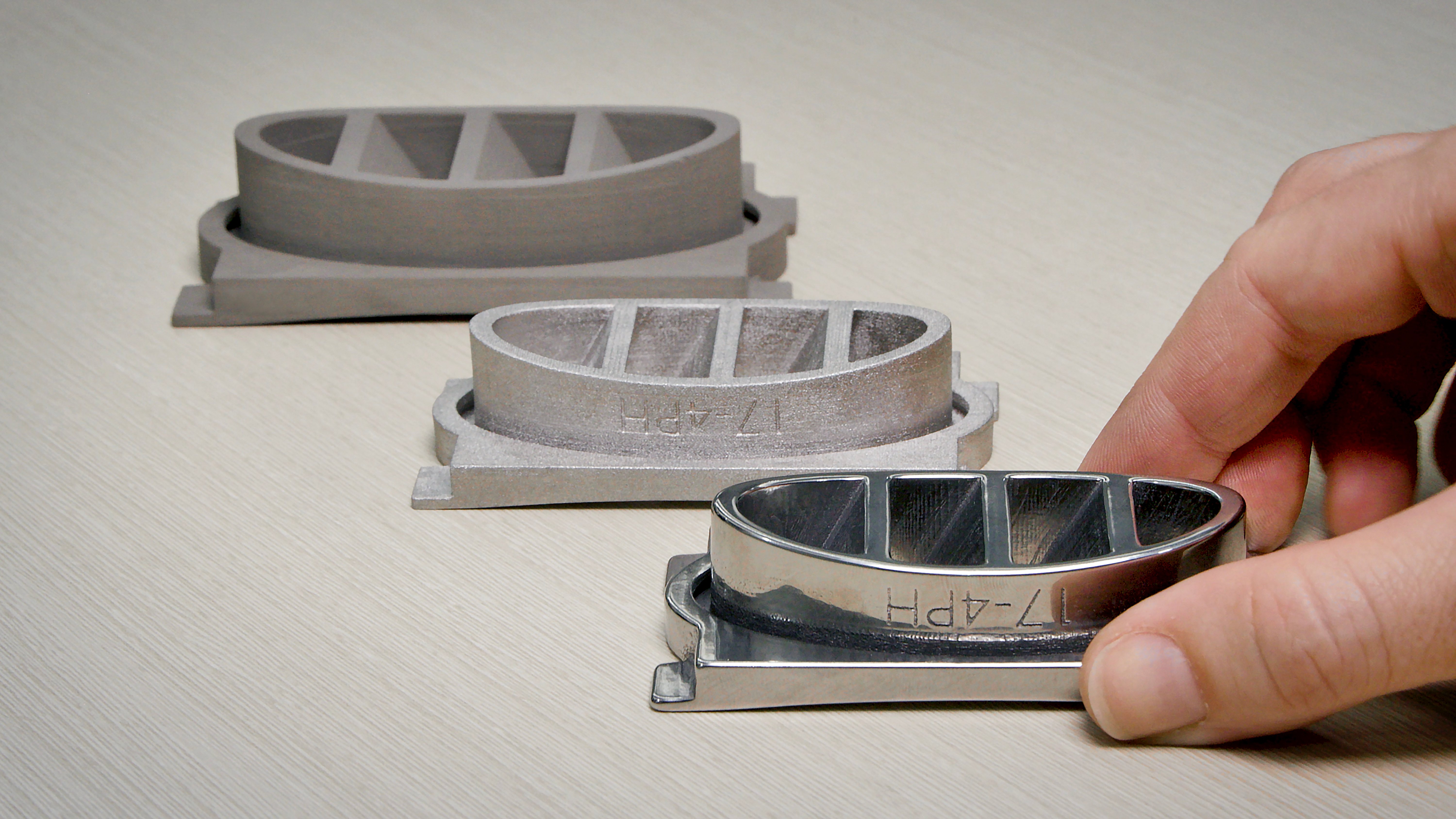
Sintering for Additive Manufacturing
Designing a metal component or prototype using Metal Binder Jet sintering differs from the methods you might be used to. Find out how to compensate for shrinkage and other properties that can effect outcomes.
Sintering in Metal Injection Molding
In the second installment of DSB's Sintering Series, join our metallurgist and MIM technology experts to explore the inner workings of high temperature sintering for Metal Injection Molding.
High Temperature Sintering in Powder Metallurgy
See how high temperature sintering improves the mechanical, magnetic, and corrosion-resistant properties through real-world production examples.
Design, Print and Sinter Metal Binder Jet Parts
The Metal Binder Jetting process explained. Join our Additive Manufacturing experts for a behind-the-scenes look at DSB Technologies' manufacturing operations and integrated facility, and learn how DSB can bring your conceptual prototype designs to scalable, volume completion.
Achieving Large Scale Metal Binder Jetting
Exciting opportunities are ahead for MBJ prototypes, plus the ability to scale for volume production.
SSI Changes Name to DSB Technologies
Hear from the leaders of DSB Technologies as they discuss our new brand and business strategy to implement new technology and market diversification.
Traditional vs Non-traditional Metal Injection Molding
A new low-shrinkage MIM feedstock provides the foundation to a new approach to metal injection molding that enables the production of larger, more complex metal parts and components.